摘要:敘述
拋丸機組的工藝流程和技術參數,介紹PLC控制系統的具體功能,該控制系統投入運行后,效果良好。
關鍵詞:PLC;變頻器;網格技術;拋丸機;自動控制
1工藝簡介
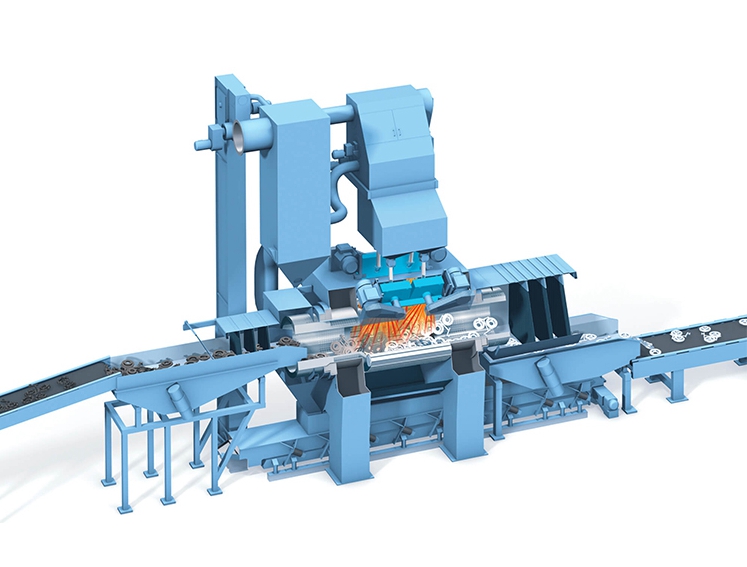
拋丸機組主要包括拋丸機輥道及上壓輥、4臺與水平線成45°交錯布置的拋丸機、2臺螺旋收丸機、2臺丸料提升機、1套給丸閥門控制機構,以及丸料的凈化及除塵設備等。拋丸機布置如圖1所示,圓棒材經過拋丸機組后,可將其表而的氧化鐵皮清除掉。

圖1 拋丸機布置示意圖
當棒材通過拋丸機組時,通過四個象限處的拋丸機組噴拋丸料,給棒材表而進行拋光。經拋丸后的丸料及雜物,靠自重落入卜部的丸糟中,并通過螺旋收丸機,將料送到丸料提升機的地坑里,丸料經提升機皮帶上的刮斗提升到機組的上方,并卸到固定的接丸斜板上流入分選篩。篩子將大的氧化鐵皮及其雜物篩選出來,并人工定期排放。其丸料及粉塵從篩子上落卜。在此處,由于抽風機的作用,將丸料中的碎丸粒子粉塵隨風帶走。正常丸料又回到丸料倉內。拋丸后棒材表而的質量達到Asg 2.5 ~3.0*,設備噪音較大不超過85 dB。
2控制系統
2.1 HMI功能
在現場操作箱上,安裝了西門子OP3操作而板,通過Profibus- Dp通訊線與S7- 300 PLC連接。在操作而板上,設定棒材的直徑、傳輸輥道的線速度、棒材的長度、還可以監控通訊狀態。
2.2 PLC功能
PLC采用西門子S7- 300,這套系統具有就地與遠程、自動與手動功能。
自動過程*先,1#拋丸機起動,經過Y/△運行后,延時5 s, 2#拋丸機起動,Y/△運行后,再延時Ss,以此類推,3#, 4#拋丸機起動,在4臺拋丸機運行后,再依次分別起動2臺螺旋收丸機和2臺丸料提升機。這樣起動可以避免對電網的沖擊。
手動過程可以通過操作箱上的按鈕,分別控制4臺拋丸機起動、停止,2臺螺旋收丸機和提升機的起動、停止。
設備啟動聯鎖在設備兩側各有一個檢修門,任何一側門沒有關上的話,4臺拋丸機組無法起動。或者,當設備運行時,打開任何一側門時,4臺拋丸機將停止工作,起到安全防護作用。
2.3棒材傳輸系統
拋丸機輥道由5臺電機組成,采用歐陸變頻器控制,變頻器的給定由PLC程序計算,控制電機轉速,速度的大小由操作而板設定。根據工藝要求,不同粗細的棒材,速度各不相同。
在對Φ16到Φ35 mm之間的棒材進行拋丸處理時,3個上壓輥起作用,目的是防止細棒材在輥道上打滑。3個壓力輥由拋丸機入口光電編碼器和3#輥道上的編碼器控制。通過PLC程序運算、判斷,當棒材運行到1#與2#輥道之間時,1#上壓輥壓卜;當運行到2#與3#輥道之間時,2#上壓輥壓卜;當運行4#與5w輥道之間時,3#上壓輥壓卜;當棒材離開設備時,3個上壓輥全部抬起。
2.4丸料給定系統
在操作箱上有一個刻度盤,刻度從0%一100%,用來控制氣動比例閥開口的大小。調整進入4臺拋丸機的丸料數量,不同粗細的棒材,丸料的數量不同。同時,也考慮拋丸處理后的棒材表而的粗糙度,如果達不到要求,加大丸料數月目。
3運行效果及改進
西門子操作而板oP3屬于早期產品,畫而采集故障點少,功能也少。建議采用功能強大的西門子oP系列操作而板,把拋丸機組設備如拋丸機、提升機、收丸機、輥道和丸料控制等各檢測點的狀態,采集到操作而板里。當某一檢測點出現故障時,在操作畫而上顯示相應的信息,這樣,便于操作工處理故障,提高設備作業率。
該設備在運行初期,兩個檢修門的開關接點接觸不好,操作電源無法合閘。開關采用EVCHNER型號安全開關,采用線圈吸合帶動機構,去控制一組常開和常閉接點。由于采取了這種傳動機構,經常出現安全開關在得電時,常開接點閉不上的現象,即機構處在中間狀態無法啟動拋丸機組。后來,我們采用了國產普通型行程開關,在檢修門上焊一塊角鐵,當檢修門關閉后,讓角鐵觸動行程開關機構,去控制一組常開和常閉接點,改裝后效果很好。
拋丸機組自投入運行一年多來,整個PLC控制系統運行穩定、可靠。
4結語
拋丸機自投入運行以來,PLC控制系統運行穩定,減輕了工人的勞動強度,為企業實現現代化大生產提供保證。但系統也有不完善的地方,如操作而板報警尚不夠方便,這有待于我們在今后工作中逐步完善,使系統功能更加強大。


 魯公網安備 37021102001299號
魯公網安備 37021102001299號