摘要:為提高水平移動式
拋丸機前曲葉片的使用壽命,運用ANSYS軟件,建立了拋丸機葉 片的有限元模型,以SOLID45和SURFl54單元共同劃分葉片網格,采用節點載荷加載方式。結果 顯示:葉片總體為低應力分布,但存在明顯的應力集中點,葉片受彈丸正壓力的較大值位于葉片邊 緣。葉片的失效形式是應力集中引起的疲勞斷裂和正壓力過大導致的表面磨損。提高葉片的使用 壽命,除選用合適的材料提高葉片的耐磨性外,還需要設計合理的葉片形狀,以降低較大正壓力的 影響。
關鍵詞:拋丸機;葉片;有限元 中圖分類號:THl23.4
0引言
水平移動式拋丸機是一種在歐美發達國家廣泛應用的表面處理設備,既可以清除瀝青路面的附著 物(如燃油、機油),保證行走安全,提高路面的附著 力和使用壽命,又可以用于水泥路面的表面清理以 及公路標志線的清除與鋪設‘1。2I。拋丸器作為拋丸機的關鍵部件,其質量與使用壽命主要取決于葉 片【3】。近年來,為研制使用壽命更長的葉片,國內 研究人員做了大量的研究和努力,在使用鋼丸的情 況下,目前國內生產的拋丸機葉片平均使用壽命為 400 h。葉片受力情況是研究葉片使用壽命的基礎, 筆者結合ANSYS軟件,建立前曲葉片的有限元模型 并加以仿真分析,以期進一步明確葉片的失效機理, 為提高其使用壽命提供理論基礎。
1葉片受力分析
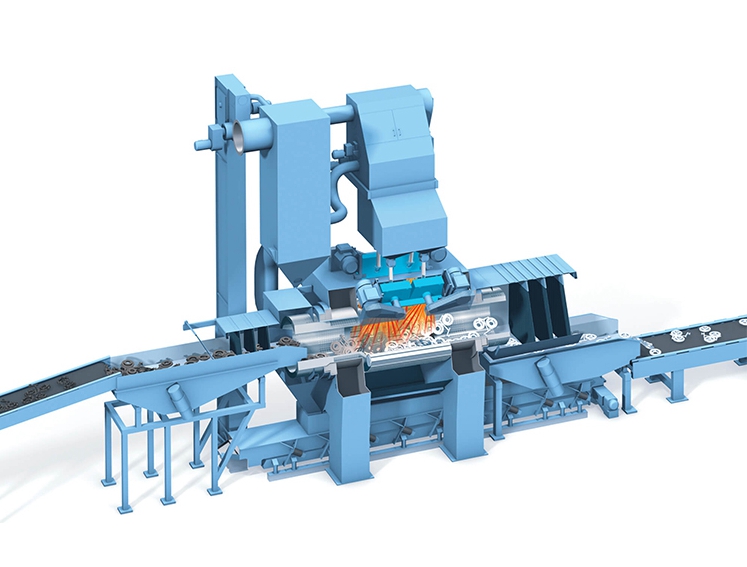
水平移動式拋丸機工作時,利用電機產生的負 壓,將表面處理過程中產生的雜質及灰塵吸納到配 套的除塵設備,經分離后,可再次利用的丸料儲存于 儲料斗,雜質及粉塵經軟管進入除塵設備過濾后排 人大氣‘4|。圖1為水平移動式拋丸機的工作原理。

圖1水平移動式拋丸機工作原理
前曲葉片是指葉片沿旋轉方向向前彎曲,其受 力情況如圖2所示。

圖2前曲葉片彈丸受力分析
由牛頓運動第二定律有

式中:m——單個彈丸的質量,kg;F,——切向分力,N; 只——法向分力,N; fV二一彈丸受葉片的法向壓力,N; B一彈丸受葉片的切向摩擦力,N; 移,——彈丸相對葉片的速度,即相對速度,m/s; %——彈丸所在位置的葉片速度,即彈丸的牽 連速度,m/s; %——彈丸的絕對速度,m/s; o:——相對速度在f方向的分量,m/s2; 口:——相對速度在n方向的分量,m/s2; 口:——彈丸牽連加速度的切向分量,m/s2; 口:——彈丸牽連加速度的法向分量,m/s2; 口。——彈丸的科氏加速度,m/s2; 月b——葉片的內徑,衄; f-葉片的曲率半徑,姍; p——彈丸所在位置的回轉半徑,姍; ——彈丸相對質心的角速度,rad/s; r—-1,。與口。所夾的鈍角,rad/s。

由式(1)可知前曲葉片0,所以不存在彈丸 不經葉片端部提前飛出葉片的情況。作用在葉片上 的摩擦力為 F,=fN=2mfo)2Rb肛+掣, 式中:.廠_彈丸與葉片之間的動摩擦系數。式(1)表示單個彈丸對葉片的壓力,而實際上 葉片高速旋轉至定向套窗口時,要承接大量由定向 套涌出的彈丸,此時彈丸相對葉片的運動是隨機的, 有的會一直沿葉片運動,直至較后拋出。有的會與 葉片碰撞,較終由葉片邊緣拋出。因葉片高速旋轉, 彈丸瞬間布滿整個葉片,考慮葉片整體受力情況, 假設:
(1)所有彈丸均沿葉片運動,直至較后拋出。
(2)回轉半徑相同處,葉片受彈丸的壓力和摩 擦力相等,其值為葉片給彈丸的壓力和摩擦力。
(3)由于葉片各點受力與葉片在寬度方向的位 置無關,故葉片在寬度方向的壓力和摩擦力相等。
(4)根據拋丸機的工作原理,拋丸器內的氣 導入ANSYS軟件,如圖4所示。 體很少,近于真空狀態,故忽略氣流對葉片的 作用。
2重力、慣性力和摩擦力的影響
葉片不僅受彈丸的壓力和摩擦力,而且受自 身的重力及旋轉產生的慣性力。慣性力和重力是 恒量,而壓力和摩擦力是動態的。高速旋轉的葉 片旋轉到定向套窗口時,瞬間布滿彈丸,葉片所受 彈丸的壓力和摩擦力并不是完整周期,而是階躍 的,其作用時間與定向套的角度有關,即t=( 360)r,其中a是定向套的角度,一般a=60。,T是 葉片旋轉一周所用的時間。令札為第i個節點對 葉片的摩擦力或壓力,則葉片工作過程中,任意一 點所受的周期力為

3有限元模型
拋丸機葉片分為底座、工作面(內凹的曲面) 和凸臺三個部分,如圖3所示。底座用于固定葉 片到葉輪上,工作面是承受彈丸施加載荷的主要 部分,而凸臺則可防止彈丸從側面溢出,其受力很 小,可以忽略。當葉片布滿直徑為1 mm的鋼質彈 丸時,間隔1 mm的各點受到彈丸的壓力和摩擦力 作用。

圖3葉片結構
葉片主要參數:外徑RB=169 mm,內徑Rb= 59 mm,曲率半徑Z=200 mm,材料為高鉻鑄鐵,彈 性模量E=1.571011 Pa,泊松比盧=0.27,密度 P27.8103 kg/m3。
由使用情況可知,葉片的失效均發生在葉片上。 建立有限元模型時,可將底座與葉片連接面由固定 端代替。葉片實體模型由CATIA軟件實現哺〕,然后 圖4導入ANSYS的葉片模型,如圖4所示。

圖4導入ANSYS的葉片模型
4有限元分析
4.1單元劃分
由葉片的受力分析知,葉片工作面上各點受力 的大小和方向均不相同,且力的大小為非線性【7】。 故選用SOLID45及SURFl54單元。SOLIIM5單元 適于三維實體的結構分析,8個節點,在單元坐標系 的xy、z方向,每個節點均有移動自由度。圖5為 SOLIIM5單元實體劃分網格。

圖5 SOLID45單元實體劃分
SURF154用于在三維實體結構表面施加壓力, 且壓力非均勻分布,并隨結構表面位置變化。劃分 單元有兩種選擇:一是用SOLID45實體單元劃分葉 片;二是采用SOLIIM5實體單元與SURFl54表面效 應單元共同劃分葉片。 由于彈丸直徑為1 mill,所以葉片工作表面的網 格尺寸小于1 ITlnl時,施加載荷后才較為切合實際。 用SURFl54和SOLIIM5單元共同劃分網格時,先要 用SURFl54劃分葉片的工作表面,然后再用SOL- IIM5劃分整個實體,如圖6所示。

圖6、SURF154和solid45共同劃分葉片網格
4.2施加載荷與約束
4.2.1工作表面施加載荷
ANSYS中,既可以將載荷施加于實體模型(關 鍵點、線、面),也可以施加于單元模型(單元或單元 的節點)。由于彈丸和葉片間為點和面接觸,屬于 集中力,故加載方式選取節點載荷更加符合 實際。
4.2.2 葉片施加固定約束
簡化葉片分析模型時,未考慮葉片底座。因此, 需要對與底座相連的節點施加固定約束,如圖7 所示。

圖7施加的固定約束
4.2.3葉片施加慣性約束
由Main Menu>Solution>Define Loads>Struc— tral>Inertia>Angular velo設置旋轉引起的慣性力。 由Main Menu>Solution>Define Loads>Struetral> Inertia>Gravity設置葉片的重力。
4.3結果分析
圖8為SOLIIM5劃分單元情況,其等效應力的較 大值為617.795 MPa。圖9為SOLID45和SURFlM 共同劃分單元情況,其等效應力的較大值是679.651 MPa。除應力值稍有不同外,其應力分布基本一致, 但SOLIIM5劃分的部分單元過于扭曲,會產生一定誤 差。SOLIIM5和SURFl54共同劃分的網格更加合適 (圖6),生成的單元不致過于扭曲。

圖8 SOLID4¥單元劃分的等效應力

圖9 SOLID45與SURFlS4單元劃分的等效應力
總體而言,葉片總體上為低應力分布,但圖8、9 存在明顯的作用區域。這是由于葉片從底部有約束 狀態突變到沒有約束,導致葉片該位置的應力集中。 高速回轉的葉片受彈丸的周期壓力,因疲勞導致應 力集中點*先發生塑性變形,葉片表面產生裂紋,裂 紋的不斷延伸較終導致其斷裂。因此應力集中是導 致葉片疲勞斷裂失效的原因之一。 葉片工作于高速旋轉的葉輪中,既要承受彈丸 磨料的磨損,又要承受高速丸料的沖蝕磨損。葉片 受彈丸壓力的較大值位于葉片邊緣,其值為 1090.85 N。此處摩擦力的較大值為174.536 數值與葉片的曲率半徑有關。因此,實際使用中葉片邊緣磨損較為嚴重。正壓力過大是導致葉片磨損 失效的另一原因。提高葉片的使用壽命,除了選用 合適的材料、提高葉片的耐磨性外,還需要設計合理 的葉片形狀,降低較大正壓力的影響。
5結束語
以水平移動式拋丸機的前曲葉片為例,給出了 葉片所受的正壓力與摩擦力的表達式,根據葉片的載荷與約束條件,應用ANSYS有限元軟件,求解了 葉片模型的應力分布情況。選擇SOUD45和 SURFl54單元共同劃分網格,較為符合實際。有限 元分析結果從理論上說明葉片失效的主要形式是疲 勞斷裂與磨損。
參考文獻:
〔1〕趙曉運,張聚才,李安銘.拋丸處理在汽車車架上的應用 〔J〕.表面技術,2004,33(4):58—59,61.
都昌林,易春龍.鋼橋面無塵噴砂除銹設備及施工工藝〔J〕.表面技術,2004,33(2):46—47,49.
尚建勤.彈丸流量對拋丸成形影響的試驗研究〔J〕.新工藝新技術新設備,2002,(2):ll一13.


 魯公網安備 37021102001299號
魯公網安備 37021102001299號