廠家_拋丸清理機(jī)_吊鉤,通過式拋丸機(jī)-青島青工機(jī)械有限公司")
目前,拋丸強(qiáng)化工藝已廣泛應(yīng)用于汽車工業(yè)。任何在交變載荷下運(yùn)轉(zhuǎn)的,受到循環(huán)應(yīng)力作用的金屬零部件都需要依靠噴/拋丸強(qiáng)化工藝來提高零部件疲勞壽命。在汽車制造業(yè),拋丸強(qiáng)化主要用于螺旋彈簧、板簧、扭桿、齒輪、傳動元件、軸承、凸輪軸、曲軸、連桿等關(guān)鍵零件的強(qiáng)化處理。
彎曲疲勞是*(此字廣告法禁止出現(xiàn))常見的疲勞模式。利用拋丸強(qiáng)化能很快地解決這一問題,因?yàn)楸砻媸抢瓚?yīng)力*(此字廣告法禁止出現(xiàn))集中的地方。零件由于加工形成的殘余拉伸應(yīng)力區(qū)受到拉伸,彎曲載荷時,其表面產(chǎn)生疲勞裂紋或 應(yīng)力腐蝕裂紋。通過引入一個壓應(yīng)力可以抵消拉伸應(yīng)力的影響,以增強(qiáng)工件抗疲勞失效的能力。
對齒輪進(jìn)行拋丸強(qiáng)化是很常見的一種應(yīng)用。任何尺寸或設(shè)計(jì)的齒輪都可通過拋丸強(qiáng)化來改善齒輪齒根的抗彎曲疲勞性能。齒輪接觸面上產(chǎn)生的負(fù)載,在接觸點(diǎn)下的齒根部區(qū)域形成彎曲應(yīng)力。齒輪在經(jīng)滲碳淬火或表面淬火后通常都要進(jìn)行噴丸強(qiáng)化。增加的表面硬度同比例地形成壓應(yīng)力。取決于滲碳處理和拋丸強(qiáng)化的參數(shù),齒輪在滲碳和強(qiáng)化處理后的*(此字廣告法禁止出現(xiàn))大殘余壓應(yīng)力落在170-230ksi (1170-1600MPa)之間。對滲碳齒輪的噴丸強(qiáng)化通常使用硬度高的彈丸 (55-62 HRC)。當(dāng)然,也可根據(jù)情況使用硬度小些的彈丸(45-52 HRC),它產(chǎn)生的壓應(yīng)力是硬噴丸的約50% 。通過錘擊,鏜磨引入一個壓應(yīng)力,從而在齒部形成對抗接觸疲勞是目前*(此字廣告法禁止出現(xiàn))佳的一個方法。對拋丸強(qiáng)化形成的小凹進(jìn)行表面光整,能讓接觸載荷通過大的表面上分散出去,從而減少接觸應(yīng)力。
連桿因承受復(fù)雜的交變載荷,必須進(jìn)行表面噴丸強(qiáng)化處理。連桿上*(此字廣告法禁止出現(xiàn))關(guān)鍵的疲勞區(qū)域是相連大孔的”工”字梁兩側(cè)孔徑。壓應(yīng)力下的粗糙表面比拉應(yīng)力下光滑表面具有更好的疲勞性能,因而大部分的被強(qiáng)化表面不需要做任何預(yù)處理或強(qiáng)化后處理。
曲軸由于曲軸在交變應(yīng)力作用下工作,其軸頸截面變化轉(zhuǎn)接圓角處發(fā)生應(yīng)力疲勞和應(yīng)邊疲勞破壞的危險(xiǎn)性極大。在大部分情況下, 曲軸上所有的孔徑都需要進(jìn)行噴丸強(qiáng)化。曲軸圓角是應(yīng)力*(此字廣告法禁止出現(xiàn))集中區(qū)域。當(dāng)發(fā)動機(jī)點(diǎn)火時,*(此字廣告法禁止出現(xiàn))大應(yīng)力產(chǎn)生在圓角底側(cè)。疲勞裂紋在圓角處產(chǎn)生,再擴(kuò)展到曲軸本體,造成更嚴(yán)重的失效。
實(shí)踐證明,拋丸強(qiáng)化對于鑄鋼,鍛鋼,球墨鑄鐵,和等溫淬火鋼曲軸疲勞壽命的提高非常有效。
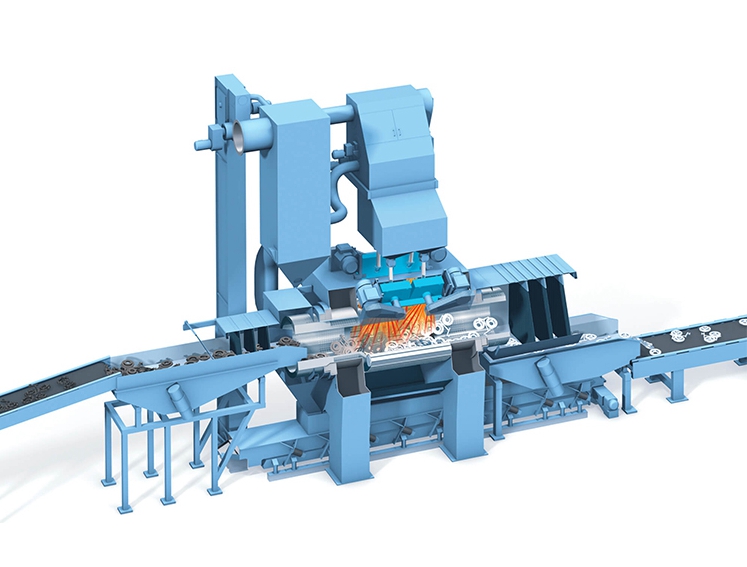
“青工機(jī)械”研發(fā)生產(chǎn)的DJ-YL系列吊掛式拋丸機(jī)廣泛的應(yīng)用于汽車制造業(yè),由于構(gòu)造堅(jiān)固、操作簡單、只要輕按開關(guān),即可安全使用。因此,頗受各界人士的喜愛和好評。
那么,青工機(jī)械DJ-YL系列吊掛式拋丸機(jī)有哪些特點(diǎn)呢。
本系列拋丸機(jī)常規(guī)有2個、3個、4個拋頭款式,同時也可以根據(jù)客戶產(chǎn)品加以設(shè)計(jì)及制作。
主機(jī)內(nèi)部全部采用耐磨合金鋼板、耐磨膠皮組成,頂部有一轉(zhuǎn)動裝置帶動吊掛輪轉(zhuǎn)動,從而帶動工件在噴洗過程中緩慢旋轉(zhuǎn),以便從多角度噴洗。噴洗后的工件無可見的油脂、污垢、氧化皮、鐵銹、油漆涂層等附著物。本機(jī)操作時,工件均單一懸掛在吊具上,不會相互碰撞和刮傷,尤其適合各種復(fù)雜且怕碰撞刮傷的零件。
機(jī)器采用人字雙軌雙吊具作業(yè),當(dāng)一部吊機(jī)吊運(yùn)工件進(jìn)行噴洗時,另一部吊機(jī)可進(jìn)行裝卸待噴洗或者已經(jīng)噴洗好的工件。兩部吊機(jī)循環(huán)使用,節(jié)省了中間裝卸工件和機(jī)器等待的時間,大大提高了工作效率、減少了用電量并降低了勞動力成本。
機(jī)器內(nèi)部由分布于不同坐標(biāo)的3個拋丸器組成,拋丸器的擺放位置和拋射角度,均經(jīng)過特殊設(shè)計(jì),能*(此字廣告法禁止出現(xiàn))大限度減少機(jī)器內(nèi)部加工工件的死角,縮短噴洗時間,真正達(dá)到高效率、高經(jīng)濟(jì)的原則。拋丸器部分采用臺灣原裝進(jìn)口,具有拋丸量大、拋射速度高、噪音低、角度廣和清理效率高等特點(diǎn)。特殊分配器的結(jié)構(gòu),能使拋丸比達(dá)到*(此字廣告法禁止出現(xiàn))佳效果。同時快拆式的葉輪設(shè)計(jì),解決了目前國內(nèi)拋丸機(jī)更換葉片的困難。本機(jī)的葉片是從葉輪中心插入,在葉輪轉(zhuǎn)動的過程中靠離心力的作用固定,所以不需要任何裝夾工具,拆卸葉片時,只需要輕擊葉片外端,便可容易地將葉片從葉輪中心卸下,拆卸8片葉片,只需5-10分鐘,并能同時檢查控制籠和分配器的磨損情況。
?拋丸器中的葉片、控制籠、分配器、大彎、小彎等護(hù)板,全部采用高鉻鉬合金鑄鐵材料,由臺灣制作進(jìn)口,具有鑄造工藝精湛,線條輪廓分明,表面無氣泡氣孔,外光精美等特點(diǎn)。葉片間重量差控制在0.5克之內(nèi),大大降低了機(jī)器運(yùn)作時的噪音,延長易損件的壽命,正常使用情況下,高鉻鉬合金材料壽命可達(dá)2500小時以上。
拋丸器動力方面采用皮帶式帶動。電機(jī)均為東元、大同等大品牌產(chǎn)品,動力足。三角皮帶采用臺灣三五或日本坂東品牌,減少了其他品牌三角皮帶因?yàn)楦咚龠\(yùn)轉(zhuǎn)產(chǎn)生熱量而造成的松動、打滑、斷裂等情況。內(nèi)部軸承全部采用瑞典SKF產(chǎn)品。葉仔管(軸承座)部分采用風(fēng)冷式設(shè)計(jì),降低了高速運(yùn)轉(zhuǎn)時產(chǎn)生的高溫和噪音,延長軸承及本身的使用壽命。這些設(shè)計(jì)可以有效避免了業(yè)內(nèi)其他直連式帶動產(chǎn)生的問題,如:拋丸效果不理想、馬達(dá)故障率高、容易超負(fù)荷燒掉、動力不穩(wěn)定或者不足,不能調(diào)節(jié)拋丸器葉輪的轉(zhuǎn)速等問題
采用先進(jìn)風(fēng)選式分離器,利用比重不同、重量不同的原理風(fēng)選,內(nèi)部特殊的構(gòu)造,使分離率高達(dá)99%,同時采用我公司*(此字廣告法禁止出現(xiàn))近研制的氣動控制器,這是一種依靠控制行程,對鋼珠流量進(jìn)行控制的裝置,這避免了由于普通控制開關(guān)不靈活,進(jìn)而造成的電機(jī)燒壞,拋丸機(jī)空拋現(xiàn)象,此已達(dá)到業(yè)內(nèi)先進(jìn)水平。調(diào)整氣動式控制器的單一螺母,便可獲得所需的拋丸量。
提升機(jī)部分,采用特制耐高溫橡膠皮帶,同時改變了傳統(tǒng)老式光皮帶輪的設(shè)計(jì),將皮帶輪制作成鼠籠型,這一設(shè)計(jì)有效避免了打滑現(xiàn)象,同時降低了提升皮帶的預(yù)緊力,減少了皮帶的摩擦力,從而延長皮帶的使用壽命。提升面下部軸上裝有近接開關(guān),可檢測跟蹤提升面的工作狀態(tài),一旦出現(xiàn)提升機(jī)轉(zhuǎn)不動時及時停止以防大量鋼丸留在下部以至運(yùn)轉(zhuǎn)不順,進(jìn)而造成馬達(dá)燒壞。
集塵機(jī)采用新式脈沖式集塵,利用定時高壓氣噴式吹打集塵布管自動落塵,比馬達(dá)震動落塵效果更好,電磁脈沖閥及布管全部采用臺灣力揮品牌,過濾效果更好,使用壽命更長。
電氣部分全部采購全自動三菱或臺達(dá)PLC控制系統(tǒng),只要一顆按鍵,輕松進(jìn)行操作,各個操作位置,均設(shè)有緊急停止按鈕,確保突發(fā)情況時人員安全,同時有異常情況時,相關(guān)的部分均有聲光報(bào)警提示,能第一時間判斷出出現(xiàn)問題的地方,并能快速排除,恢復(fù)機(jī)器正常。避免了業(yè)界其他設(shè)備因砂量太多,超負(fù)荷燒掉電機(jī),或者沒有足夠的砂量,空拋等問題的存在。同時也節(jié)省了大量的維修時間和成本。

版權(quán)所有 青島青工機(jī)械有限公司 備案號:魯ICP備11002530號 網(wǎng)站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號-4  魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號
青島青工機(jī)械有限公司是一家大型的拋丸機(jī)、拋丸清理機(jī)生產(chǎn)廠家,公司主要產(chǎn)品有:履帶式拋丸機(jī)、路面拋丸機(jī)、吊鉤式拋丸機(jī)、通過式拋丸機(jī)、噴砂房等設(shè)備。