[摘要]結合本單位陽極組裝生產線上鋼爪清理機的實際應用,針對已使用過的清 理陽極導桿組鋼爪表面的拋丸 機和鋼絲清刷機兩種機械存在的缺陷,提出應用鋼絲繩清理機這一新型設備清理 鋼爪表面.文章介紹了新型清理 機的結構形式,工作原理及其使用效果.本文由青島鑄造機械廠整理
[關鍵詞]清理機;鋼爪;陽極導桿;鋁電解 [中圖分類號]TF351.02[文獻標識碼]A[文章編號]1003—8884(2009)06—0013—04
1、陽極導桿再利用的鋼爪清理作業
1.1 陽極導桿鋼爪清理的必要性
在原鋁電解生產中,由于陽極長期處于高溫電 解質中,在其陽極鋼爪表面形成一層1~3mm厚的 鐵銹,以及附著3~15ran3 厚的堅硬電解質層.在陽 極導桿再利用過程中,一般要進行鋼爪表面電解質, 鐵銹清除和鋼爪校正等處理. 因為鋼爪表面附著的鐵銹和電解質,顯著降低 了磷鐵環與鋼爪的接觸面,增大了二者之間的接觸 電阻….據測定,清理不干凈的鋼爪澆注之陽極在 160kA 系列鋁電解槽上正常使用時,會額外增加15 35mV的電壓降.另外,碳塊陽極與鋼爪是通過澆注的磷鐵相聯接,鋼爪表面附著有電解質或氧化 鐵等物質,將顯著降低磷鐵的附著力.故徹底清除 陽極鋼爪表面的鐵銹和電解質,有利于降低陽極導 桿組的電壓降,增加磷鐵與鋼爪的結合力,提高陽極 碳塊質量,防止鋁電解過程中陽極碳塊脫落現象發 生.達到降低鋁電解槽噸鋁能耗和碳塊消耗,節約 電能.
1.2 原陽極導桿鋼爪清理設備的弊端
在國內鋁電解預焙陽極組裝生產線上,陽極導 桿組鋼爪的清理作業普遍采用拋丸或鋼絲清刷等機 械清理法.
拋丸清理機是國內早期普遍采用的一種清理設 備,利用鋼球被拋起后自由落在導桿鋼爪上,通過鋼 球的機械撞擊力和沖擊力作用,使鐵銹和電解質脫 落,達到清理目的.如我廠原使用的三爪清理拋丸 機,需要與懸鏈配合,通過機構傳動使鋁導桿運動停止,并通過回轉裝置將導桿多次轉向,多次拋射鋼 球,實現導桿鋼爪的清理作業.清理
拋丸機結構復 雜,生產連續性差,設備故障率高,效率低(1621 根/h);操作中多次拋射鋼球,存在安全隱患,清理效 果差,現已被鋼絲清刷機替代.
13 設計計算
鋼絲清刷機采用特制的鋼絲刷,高速回轉,通過 鋼絲與鋼爪頭的撞擊與接觸摩擦等作用,使附著的 鐵銹和電解質脫落,為了保證清刷機的鋼絲具有良 好的彈性和耐磨性,清刷頭采用直徑為0.8 1.2nlnl 的單根鋼絲制作….由于清理頭高速旋 轉,且鋼絲與鋼爪頻繁接觸,鋼絲極易磨損.據統 計,一般使用2~3 邊傾斜(鋼絲受力較大,發生變形),導致清理效果變差.通常使用一段時間后,需要進行一次清理頭 調整(清理回轉頭安裝位置調換,使其反方向運動). 鋼絲清理機雖然顯著提高了鋼爪清理的效率,降低 了故障率;但是清理頭消耗量大,使用壽命較短(12 15班次,每班8 小時工作制),為了保證鋼爪的清 理效果,必須及時更換鋼絲刷頭;而清刷頭屬非標器 件,采購價格高.
2鋼絲繩清理機的結構及其工作原理
通過對鋼絲清理機的結構進行解剖,并針對實 際應用中出現的問題,經過多次改進試驗,在保留原 設備優點的基礎上,對鋼絲清理機進行了優化改進, 實現了一臺清理機清理多種規格的導桿鋼爪頭(三 爪,四爪)作業目的;同時,提高了工作效率和清理效 果.改進后,保留了原鋼絲清理機的優點,克服了鋼 絲易磨損,清理效果不穩定,維護費用高等缺點,具 有結構簡單,效率高,耐用,連續作業,使用費用低等 特點.
2.1 鋼絲繩清理機的結構
鋼絲繩清理機設有四個清刷器,每個清刷器以 定轉速,不同的旋轉方向對陽極導桿組鋼爪進行機械清刷,通過撞擊和摩擦,除掉陽極鋼爪表面附著 的電解質和鐵銹等非導電物.清刷器轉軸通過對輪 與驅動電機連接,轉軸上下部均采用向心推力軸承 鋼絲繩,鋼絲繩在轉筒表面軸向呈螺旋狀分布,保證了清刷范圍能夠覆蓋整個鋼爪頭,防止清理中出現 死角.
2.2 鋼絲繩清理機的工作原理
鋼絲繩清理機在工作時,借助高速旋轉的鋼絲 繩撞擊鋼爪表面的電解質和鐵銹,達到清理目的. 高速旋轉的鋼絲繩在離心力的作用下,其運動軌跡 形成一個圓柱刷,當陽極導桿在懸鏈輸送機的驅動 下,勻速通過清理裝置時,高速旋轉的鋼絲繩對鋼爪 頭表面的鐵銹,電解質等附著物進行撞擊,摩擦,使 鋼爪頭表面的電解質,鐵銹等附著物剝離.利用鋼 絲繩的柔韌性,一方面實現對鋼爪頭任何部位的清 刷;另一方面吸收了清刷過程中的沖擊載荷.改變 清刷器的轉速,即可調節鋼絲繩對附著物的清刷力; 改變鋼絲繩的長短,則可調整清刷區域的大小.采 用四個清刷器以不同的轉向運行,可以完成對整個 鋼爪頭所有部位的雙重清理,并保證了導桿整體在 清理過程中的受力平衡. 中,鋁導桿在懸鏈輸送機的牽引下,以12em/s 左右的速度緩慢進入鋼爪清刷機.*先由 清刷器對陽極鋼爪頭的左上側1/4部位(圓柱 面)進行清刷;隨著鋼爪的前進,1 的清刷部位由左上側1/4逐漸過渡至右上側1/4 柱面,同時2清刷器開始對鋼爪頭的左下側1/4 柱面進行清刷;鋼爪繼續前進,鋼爪左側第一個鋼頭逐漸脫離1 清刷器對此鋼爪頭的清刷部位由左下側1/4 逐漸過渡至右下側 1/4 圓柱面;同理3,4 清刷器按照上述工作原理 重復對鋼爪頭的各部位進行一次清刷,使清理作業 更加徹底.在整個清理過程中,陽極各鋼爪頭圓柱 面在運動中完成兩次清刷作業. 清理器驅動電機為Y132S 一8(功率2.2kW,轉速 720r/rain),清理筒工作轉速在650—720r/rain 圍內,清刷器的清理區范圍為280340l/lin(以清刷頭之間距離及鋼絲繩長度確定).據實際測量,在清 理過程中,每根導桿3 根鋼爪的清理時間為79s (與懸鏈的移動速度和清理頭個數有關),鋼爪頭外 圓柱表面每點平均可清刷136—168 次,每根鋼絲繩 對鋼爪頭清刷力平均達到42N(根據動量定理,清刷 器鋼絲繩作用點的實際線速度,質量和鋼爪頭清刷 區域距離等物理量計算所得),每小時可以清理140 160根陽極導桿.適當提高驅動電機轉速,則可 以提高鋼爪清理效率和效果,但同時設備的磨損和 能耗將顯著增加.

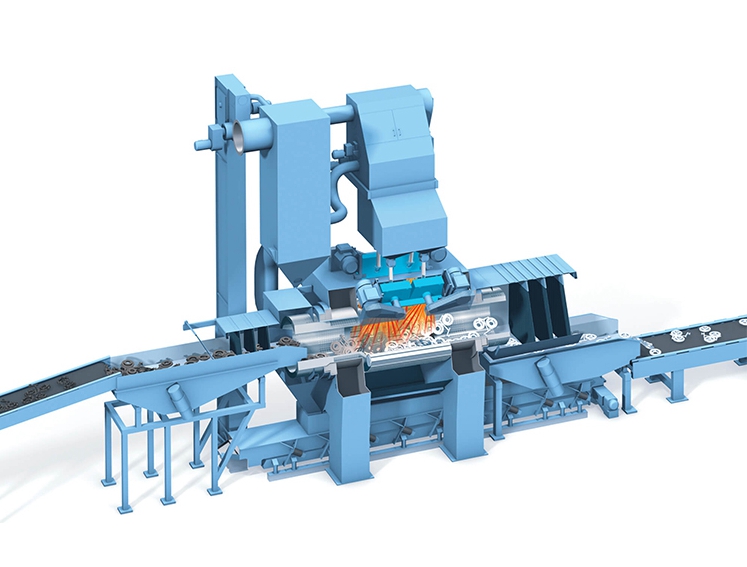
1.轉筒2.鋼絲繩3.鋼爪頭4.上部軸承座5.支撐架6.轉軸7.電機8.對輪9.清刷器10.下部軸承座11.陽極導桿
圖1、鋼絲繩清理機結構示意圖

d一直徑為50mm的熱軋圓鋼;l,西2一鋼管(外徑 壁厚);單位:mm.
圖2清理器結構示意圖
2.3 清理機的配置與主要器件加工
(1)驅動裝置:交流 相異步電機Y132S 8,2.2式S1,Y接法,4
(2)連接對輪加工尺寸及材料:@45X50,@7515;普通碳鋼. 1O 茸色設置2009(6)
(3)轉軸尺寸及材料:采用@50m/ll熱軋圓鋼加 kW,720r/min,5.8A,cos~i~:0.78,B *絕緣,工作方工制作(見圖2);需要數量:4
(4)清理筒尺寸及材料:采用19412(外徑壁 厚)鋼管加工制作(見圖2);需要數量:4
(5)鋼絲繩固定器尺寸及材料:采用21910(外徑壁厚)鋼管加工制作(見圖3);需要數量:16
(6)鋼絲繩規格為=6mm,L每根=140mm;需 要數量:約21m.
(7)支撐機構:根據實際需要,可適當地進行制 15 設計計算作;材料為工字鋼,槽鋼,鋼板等鋼材.實際消耗備 件和材料明細見表1.
(8)電氣控制原理見圖4.采用接觸器,時間繼 fxll 動力供電圖電器,熱繼電器等常規器件即可實現啟動,停機和各 種保護措施等功能,操作人員通過現場控制按鈕,完 成設備操作.

圖3、鋼絲繩固定器結構示意圖

圖4、供電及控制系統圖

表1、備件及材料清單
3、鋼絲繩清理機性能測評與效果分析
鋼絲繩清理機的開發成功,實現了陽極導桿在 懸鏈的輸送下對鋼爪進行連續清理作業.在鋼爪清 理工序中,導桿不需要旋轉以及定位等輔助機構,清 理作業不需要專人操作看護;并且鋼絲繩清理機結 構簡單,清理過程中無鋼性沖擊,清理器耐磨,功耗 低,安全,連續作業性強;日常工作少,只需要定期 (清理4500~4800 根導桿后)更換一次清理器頭,清 理頭可拆卸,每次只要更換鋼絲繩后,即可重新投入 使用;清理器消耗材料(6mill 鋼絲繩)可以完全使 用廢舊鋼絲繩替代,可制作成長度為305 衄,兩頭 用電焊焊接,鋼絲繩固定器上每相鄰兩個空處安裝 根;也可制作成長度為145mm,一頭用電焊焊接,鋼絲繩固定器上每個空處安裝1 根.實踐證明,這 種鋼絲繩清理機耐用,清理效果好,故障率低,維護 方便,設備體積小,易于密封,清刷過程中產生的灰 塵易于回收. 供電及控制系統長期的實際運行結果表明,與鋼絲清理機相比, 鋼絲繩清理機的設備維修費用降低75%以上,設備 維護工作量減少了60%以上,清理能力提高了近1 倍(鋼絲清理機清理能力一般為85~92 個/h),清理 效果顯著提高,每年可以節約維護費用l2.5 萬元以上。
4、結束語
陽極導桿鋼爪清理機的改進,大幅度提高了清 理效率,實現了陽極鋼爪清理工序連續,穩定作業方 式,解決了我廠預焙陽極組裝生產線上鋼爪清理效 果不穩定,消耗費用較大的問題.


 魯公網安備 37021102001299號
魯公網安備 37021102001299號